
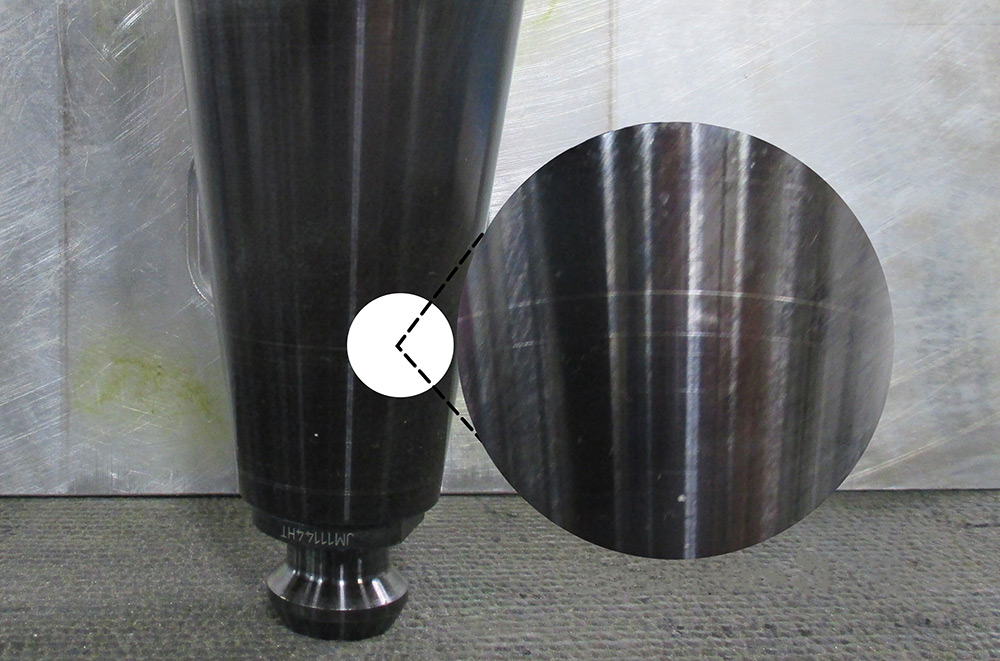
Above: Eliminating toolholder expansion increases spindle contact and reduces downtime and a variety of costly production issues like fretting and tool taper damage.
April 2018 - For CNC machining job shops, bids often are won by a 1 percent to 2 percent price variance, which means there’s little room for error. Most low- to mid-volume production machine shops struggle to achieve their share of the 5 percent to 10 percent maximum profit margin that’s typical on most jobs. However, because they’re multi-stage process operations, CNC machining job shops can capitalize on improvements all along the line. Quickly adopting new machine tool technologies and cutting tool strategies keeps costs down while raising the bar on potential profits.
Some of those strategies are simple—and provide a high return on investment. One solution from JM Performance Products Inc. (JMPP), Fairport Harbor, Ohio, helps job shops overcome a key design flaw inherent in CNC V-flange tooling, eliminating the toolholder expansion responsible for costly and ongoing CNC milling and boring issues. JMPP designed its patented high-torque retention knobs for use in existing toolholders, to eliminate the bulge at the small end of the holder, which stops it from making full contact with the taper of the spindle. By increasing contact with at least 70 percent more spindle surface, a wide range of CNC milling issues can be overcome. These include vibration and chatter, poor tolerances, non-repeatability, poor finishes, shortened tool life, excessive spindle wear and tear, run-out, and shallow depths of cuts.
Because tight tolerances are essential in high-speed machining, if the toolholder doesn’t fit the spindle precisely, decreased productivity and reduced tool life are inevitable. Solving these problems means shops can achieve a 10 percent to 20 percent competitive advantage per hour as a result of faster setups, better feed rates and more rigid tools.
“A small advantage in labor savings alone can help impact a shop’s leverage in getting the job,” says Craig Fischer, JMPP plant manager. “With payroll hours reduced and machine hours freed up, the collective ability to get more work goes up."
Additionally, everyone’s tooling budget keeps going up as the cost of buying carbide from China increases, he says. "Factoring in a conservative savings on carbide tooling of even 5 percent when using our knobs is significant, as all these value-added factors collectively add up to a job shop winning more work.”
Digital Machining Systems (DMS), Lafayette, Louisiana, is a custom machine shop that manufactures small- to medium-sized precision CNC machined parts and assemblies. When the company invested in two new machine tools from Milltronics USA, they found the equipment required a knob style they didn’t previously have.
After investigating options, they decided to use JMPP’s high-torque-style knobs on two machines. They liked that the tool holder tapers and machine spindles would last longer and deliver overall better performance and part quality.
“We have been pleased with their performance, as there have been no problems on these machines, like fretting or tool taper damage,” says Jeff Heels, DMS manufacturing engineer. He cites another ancillary benefit of the knobs. “The actual date of manufacture is printed on the knob. This helps us keep track of how old the knobs are getting and will help when it’s time to start replacing them as they wear out. It also will help us gauge long-term performance data value moving forward.”
Olson Custom Designs, Pittsboro, Indiana, is a family owned job shop that processes parts for myriad industrial markets including aerospace, medical, motorsports and agricultural. Brothers Mitch and Brian Olson were seeking out tooling solutions that could help them push their two mill, 4- and 5-axis milling machines to the limit. After some initial product demonstrations, the Olsons decided to implement JMPP’s high torque knobs.
According to Mitch Olson, “We’ve got the machines to handle nearly any material and run size and any complexity so the job will be done right every time. There’s a lot of money invested in the tooling, and JMPP’s knobs provide better overall finishes, require less hours and create shorter runs for us as a job shop.”
Converting to high-torque knobs can benefit both small and large manufacturing entities because typical CNC milling centers are running machines 20 percent to 40 percent slower than they should be. High-torque knobs can transform V-flange tooling into a cost-effective, reliable and precision tooling system, improving finishes due to reduced chatter and vibration and holding tighter tolerances.
John Stoneback is the president at JM Performance Products Inc.
Digital Machining Systems
Lafayette, Louisiana
800/530-8945
JM Performance Products Inc.
440/357-1234
Olson Custom Designs
Pittsboro, Indiana
317/892-6400
